Виды кулачков для токарных патронов
Кулачки бывают следующих видов:
Прямые кулачки
Для зажима деталей чаще всего используются прямые кулачки. У каждого из них имеются две ступени для крепления деталей способом «на разжим» и по одной призме, работающей «на сжатие».
Рабочие площадки ступеней кулачков, в которые упирают торцы обрабатываемых деталей, служат для устранения торцевого биения последних.
Посредством прямых кулачков крепятся детали:
Обратные кулачки
Обратные кулачки по своей конструкции, являются противоположностью прямым и применяются для крепления «на сжатие» внешней стороны деталей больших диаметров.
Наружную поверхность обратных кулачков можно использовать для устройства дополнительной крепящей базы, работающей «на разжим» внутренней поверхности заготовки.
Мягкие кулачки
Ещё именуются «сырыми кулачками». Служат заготовками для растачивания под нужный диаметр детали с последующей термообработкой.
Сборные кулачки
Сборные кулачки (универсальные, составные) состоят из двух частей:
верхняя – накладка (со стандартной закалкой рабочей зоны).
Чтобы поменять вид, достаточно выкрутить по два болта на каждом «перевертыше», развернуть его же нужной стороной и этими же болтами закрепить на рейке.
Универсальность сборных кулачков позволяет сократить подготовительное время обработки детали, при необходимости частой смены прямых на обратные и наоборот. Этот вид кулачков вызывает погрешность из-за переустановки «перевертышей» и по этой причине применяются в токарных патронах, диаметром от 250 мм и более. Величина относительной погрешности здесь не так существенна, зато трудозатраты на переустановку снижаются в разы.
Выше были описаны основные виды кулачков к токарным патронам, спасибо что прочитали данную статью, надеюсь она была полезна для Вас.
Ниже представлено видео по расточке кулачков в процессе эксплуатации:
Основные виды кулачковых механизмов




![]()
![]()
Кулачковые механизмы широко применяются в машинах и приборах в качестве передаточных механизмов. Обеспечивающих практически любой закон движения ведомого звена.
Кулачковые механизмы делят на плоские и пространственные. В свою очередь плоские механизмы, в зависимости от движения ведомого звена делятся на три вида:
1. Ведомое звено движется поступательно
2. Ведомое звено вращается
3. Ведомое звено совершает сложное движение.
Рис.6.1 Схемы кулачковых механизмов.
а) с поступательно движущимся ведомым звеном; б) с возвратно-вращающимся ведомым звеном; в) со сложно-движущимся ведомым звеном.
Внутри каждого вида кулачковых механизмов можно получить различные разновидности этих механизмов в зависимости от характера движения кулачка, взаимного расположения кулачка и ведомого звена, геометрических форм элемента, принадлежащего ведомому звену.
Рис.6.2. Схемы кулачковых механизмов:
а) с поступательно-движущимся толкателем с остриём на конце; б) с плоским толкателем;
в) с поступательно-движущимся толкателем и роликом; г) с поступательно-движущимся кулачком и толкателем с остриём; д) с поступательно-движущимся кулачком, толкателем и роликом.
Ведомое звено 2, движущееся поступательно, носит название толкателя или штанги.
Ведомое звено 2, вращающееся вокруг неподвижной оси, называется коромыслом (Рис.6.1,в) называется шатуном. Если ось толкателя y-y проходит через ось вращения кулачка, то механизм называется кулачковым механизмом с центральным толкателем. (Рис.6.2,а) Если ось y-y отстоит на кратчайшее расстояние R от оси A вращения кулачка (6.2,с), то такой механизм называется кулачковым механизмом со смещенным толкателем.
Зачем нужны кулачки для токарного патрона, чем отличаются прямые от обратных

Изготавливают из легированной стали. Зубья кулачков и все трущиеся и зажимные поверхности проходят цементацию, закалку и шлифуются.
Накладные кулачки также изготавливают из цветных металлов и стали без термообработки. Они используются для вторичного закрепления (после закрепления закаленными). Сырые кулачки, расточенные в соответствии с формой и размерами детали, обеспечивают высокую точность центрирования.
Подробнее о токарных кулачках можно прочитать в ГОСТ 1654-86 «Патроны токарные общего назначения. Общие технические условия».
Виды и назначения
Кулачки подразделяют на следующие виды:
Прямые
Для зажима деталей чаще всего используются прямые кулачки. У каждого из них имеются две ступени для крепления деталей «на разжим» и по одной призме, работающей «на сжим».
Рабочие площадки ступеней кулачков, в которые упирают торцы обрабатываемых деталей, служат для устранения торцевого биения последних.
Посредством прямых кулачков крепятся детали:
Обратные
Обратные кулачки по своей конструкции, являются противоположностью прямым и применяются для крепления «на сжим» внешней стороны деталей больших диаметров.
Наружную поверхность обратных кулачков можно использовать для устройства дополнительной крепящей базы, работающей «на разжим» внутренней поверхности заготовки.
Накладные
Изготавливаются непосредственно токарями из сталей или цветных металлов без дополнительной термической обработки, в связи с чем, ещё именуются «сырыми кулачками». Крепятся к рейкам (поставляются в комплекте к патрону), что устанавливаются вместо прямых или обратных кулачков.
Накладные («сырые кулачки») выполняются соразмерно формам заготовок для обеспечения высокой точности центрирования.
Сборные
Сборные кулачки (универсальные, составные) состоят из двух частей:
Накладки, это кулачки – перевертыши (прямые — обратные). Отличаются от накладных или «сырых» кулачков тем, что подвергаются обязательной термической обработке.
Чтобы поменять вид, достаточно выкрутить по два болта на каждом «перевертыше», развернуть его же нужной стороной и этими же болтами закрепить на рейке.
Универсальность сборных кулачков позволяет сократить подготовительное время обработки детали, при необходимости частой смены прямых на обратные и наоборот.
Этот вид кулачков вызывает погрешность из-за переустановки «перевертышей» и по этой причине применяются в токарных патронах, диаметром от 250 мм и более. Величина относительной погрешности здесь не так существенна, зато трудозатраты на переустановку снижаются в разы.
Особенности кулачкового крепления
Кулачковое крепление является наиболее распространенным в современных патронах для токарных станков по металлу, широко используются двух-, трех- и 4-кулачковый тип крепления с механизированным или ручным зажимом. Количество кулачков определяет возможности патрона в фиксации тех или иных видов заготовок:
Размеры
Общими для размеров кулачков прямых и обратных является:
Расточка
Сперва рекомендуем проработать «наждачкой» важные для работы детали патрона, предварительно сняв его. Только после этого делаем расточку. Нам нужно установить кулачки так, чтобы диаметр между ними соответствовал диаметру отверстия патрона. Зажимаем кулачками кольцо, при этом резец должен спокойно двигаться наружу. Берём два резца: один для расточки канавок (чтобы вся стружка и другие отходы производства беспрепятственно удалялись из отверстия), а второй — для расточки плоскостей. Сначала пускаем в работу первый резец. Необходимо выбрать скорость станка с малой частотой оборотов. Глубину врезания выбираем по собственному усмотрению, главное, чтобы рабочая поверхность кулачков осталась допустимой площади. После этого меняем резец на второй (для плоскостей). Соприкосновение должно быть по всей рабочей площади кулачков, поэтому сначала включаем маленькую скорость и смотрим, чтобы резец одинаково касался всех трёх (если у Вас трехкулачковый патрон) сторон. В конце растачиваем кулачки конусом: так заготовка будет лучше ими закрепляться.
Цены и производители
Токарные кулачки, поступающие на рынки России, представлены двумя производителями:
Цены в дилерских центрах варьируются от 2600 рублей за кулачки к 80 мм патрону, 2800 рублей — к 100 мм и от 18400 рублей к 400 мм токарному патрону. Всегда приблизительны и имеют тенденцию к значительному росту.
У станочника – универсала за годы творческого труда скапливаются целые «залежи» различных крепящих узлов и деталей. Это говорит об особом отношении к разновидности и качеству этих приспособлений.
Внимание проявляется и к производителям, очень актуальна порой и своеобразная мода на тот или иной бренд. Очень важно, чтобы рынок и дальше пополнялся пусть и дорогостоящей, но конкурентной и быстро окупаемой продукцией для металлистов.
Общие понятия
Патрон является одной из главных элементов токарного оборудования. Именно за счёт него производится крепление (установка) будущей заготовки. Крепится он на переднюю бабку с коробкой скоростей. Механизм патрона заключается в кулачковом устройстве.
Предназначение
Именно такая часть станка имеет самую важную миссию в любой обработке заготовки. За счёт кулачкового механизма, который расположен внутри самого патрона, заготовка зажимается и центрируется. Происходит это за счёт одновременного сужения кулачков вокруг плоскости заготовочной детали. После зажатия заготовки производится зажатие заготовки пинолем, расположенным на задней бабке. Когда эти действия сделаны, запускается станок и осуществляется вращение детали, которую можно обрабатывать.
Совет: Необходимо знать, что перед запуском оборудования, после замены токарного патрона, следует устанавливать малые обороты вращения. Делается это для того, чтобы проверить значения торцевых и радиальных биений кулачкового патрона, работающего на холостом ходу.
Разновидность
В наше время различают токарные патроны по наличию крепёжных элементов (кулачков). Этих видов всего три:
Двух кулачковые
Такие патроны способны закреплять в себе сложные, несимметричные и фасонные детали. В таких патронах есть возможность закреплять не подверженные обработке поверхности. Применяются они при маленьком производстве, а также в серийном.
Трёх кулачковые
Такой вид оснащения является самым распространённым и применяется во всех работах. Позволяет обработать круглые и шестигранные детали. В таком виде патрона используют три разных кулачка. В не зависимости от этого производится центрирование заготовки вместе с зажиманием всех трёх кулачков.
Четырёх кулачковые
Такой вид применяется для обработки заготовок прямоугольной формы. Здесь, на каждый кулачок, размещён отдельный механический узел, который делает независимыми все кулачки.
Виды кулачковых патронов
Но разновидности патронов не заканчиваются тремя видами. Их также разделяют по механизму фиксации заготовки:
Цанговые
Состоят из втулки с прорезями, в которой расположены лепестки (различные модификации включают от 3 до 6 лепестков). Эти лепестки выполняют роль кулачков.
Клиновые
Такая разновидность оснастки используется в основном на станках с числовым программным управлением. Крепление заготовки производится с помощью 3-х кулачков, которые располагаются на пологом шпинделе.
Рычажные
В данных патронах расположены ползуны, с помощью которых передвигаются кулачки путём усилия рычагом. Такой вид используется при мало серийном производстве, а также для обработки единичной заготовки.
Мембранный вид
В данном случае используется пневмопривод, с помощью которого производится сжатие мембраны. Такой вид используется только при тонкой обработке, для снятия тоненького слоя стружки.
Сверлильные
Такие патроны схожи по принципу с патронами для ручных дрелей. При закручивании гайки, специальным ключом, кулачки плавно выдавливаются. За счёт такого действия происходит зажатие детали, либо инструмента.
Термопатрон
Этот вид приспособления очень неудобен в своей эксплуатации. Связано это с тем, что при креплении заготовки, производится термическое нагревание самого патрона, такие же действия производятся при снятии инструмента.
Гидропатрон
Аналогичный принцип действия, как в термопатроне. Зажатие детали производится за счёт жидкости, которая под давлением сдавливает кулачки. За счёт жидкостного содержимого в патроне, производится дополнительное гашение вибраций, которые возникают при работе.
Совет: Перед выбором токарного патрона по дереву или по металлу, необходимо определиться с разновидностью обработки, материалом и формовкой деталей. Также следует помнить, что обзавестись дополнительными приспособлениями к патрону не будет лишним.
Конструкция
Конструкция кулачкового токарного патрона
Рассмотрим элементы конструкции, из которых состоит сам токарный патрон:
Применяется для осуществления действий по зажиманию детали.
Пружина
Позволяет за счёт ключа совершить те или иные действия по зажиманию детали и наоборот.
Втулка
Производит свободный проход ключа.
Стопор
Предотвращает откручивание детали во время работы станка.
Шестерня
Передаёт вращательное движение на спиральный диск.
Фланец
Деталь, на которой закрепляется вся конструкция.
Диск спиральный
За счёт вращательного движения шестерни, этот диск приводит в действие кулачки.
Кулачок обратный
Применяется для зажима заготовки с внутренней стороны.
Кулачок прямой
Применяется для зажима заготовки с наружной стороны.
Корпус
Элемент детали, на которой располагается кулачковый механизм.
Кулачки накладные
Для зажима длинных и коротких деталей имеющих большие диаметры.
Каждая из деталей всего механизма выполняет определённую функцию и не является лишней.
Сборка по чертежам
Чертёж трёхкулачкового патрона
Сборка кулачкового патрона для токарного оборудования производится по схемам, которые можно скачать с просторов интернета и распечатать на принтере. Как правило, заводские патроны стоят больших денег и поэтому многие научились делать такие детали самодельными. Конструкцию они имеют простую, но довольно понятную. Перед началом сборки этого приспособления необходимо полностью понять весь механизм патрона и работы кулачкового механизма. Если нет возможности сделать такие элементы своими руками, то их можно заказать у любого токаря. Это будет стоить недорого.
Сборка начинается с фланца, на котором располагаются все необходимые отверстия для креплений. Следом за ним постепенно устанавливаются все детали механизма, которые завершаются накрыванием корпусом и креплением болтами всего патрона
Установка
Установка кулачкового патрона
Установка производится следующим образом и в строгой последовательности:
Установка оправки
Первым делом устанавливается эта деталь, чтобы обеспечить полноценное одевание патрона.
Установка самого патрона на шпиндель
При помощи оправы, надевается на шпиндель и крепится болтами.
Закрепление
Крепится патрон на шпиндель болтами. В данном случае хорошим помощником будет простой рожковый ключ.
Закрепление заготовки
После установки патрона, в него закрепляется деталь, заготовка или инструмент.
Освобождение патрона
После всех работ производится снятие оправки.
Совет: После замены кулачкового патрона, необходимо проверить работу станка. Торцевое биение и конуса посадочного места не должно быть выше значения в три микрона.
Как выбрать кулачки для токарного патрона?
Содержание

Патрон токарный трехкулачковый 250 мм
Виды и назначение токарных кулачков
Все кулачки токарные делят по конструкции на несколько типов:

Виды кулачков для токарных патронов с основными характеристиками
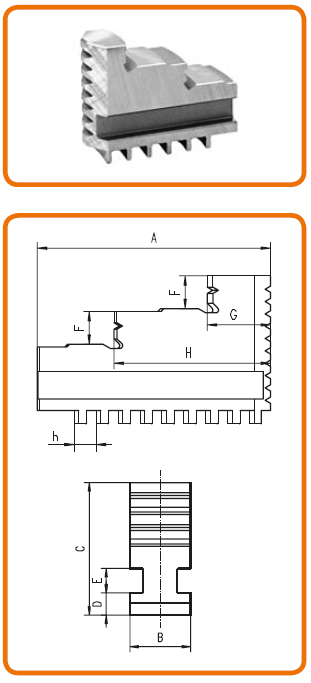
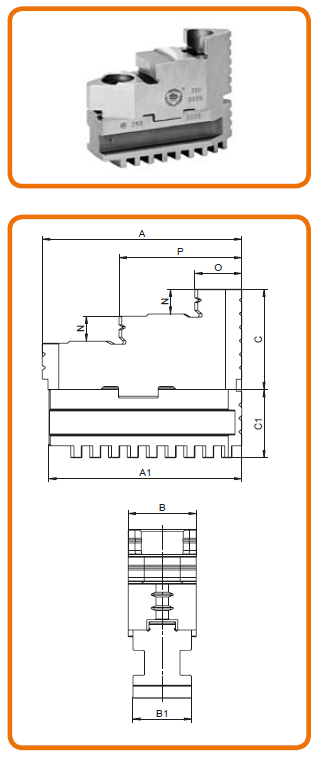
Прямые кулачки
Для фиксации деталей обычно применяют прямые кулачки. У каждого из них есть по две ступени для крепления деталей способом «на разжим» и по одной призме, работающей на сжатие. Рабочие площадки ступеней кулачков, в которые упираются торцы обрабатываемой заготовки, устраняют биение.
С помощью прямых кулачков для токарного патрона крепят:

Изображение и схема прямого кулачка
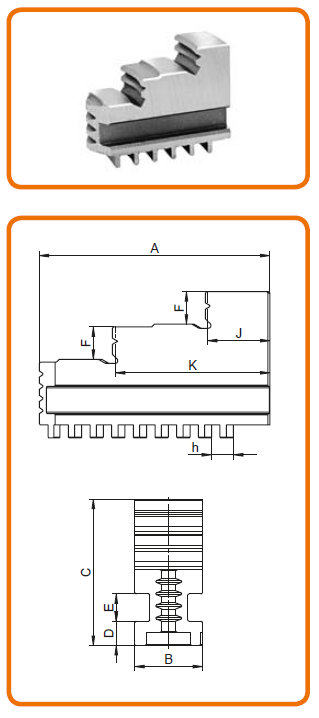
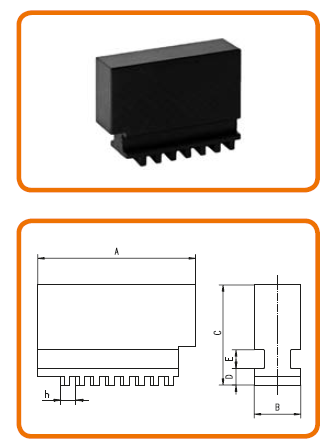
Обратные кулачки
Обратные кулачки для токарного патрона по конструкции противоположны прямым и используются для крепления «на сжатие» наружной стороны деталей с большим диаметром. Внешние поверхности этих кулачков можно использовать для установки вспомогательной крепящей базы, работающей «на разжим» внутренней поверхности заготовки.

Изображение и схема обратного кулачка
Сырые кулачки
Имеют второе название — «мягкие кулачки» — и используются как заготовки для растачивания детали под нужный диаметр с последующей термической обработкой. Сырые кулачки изготавливают токари, используя в качестве материала сталь или цветные металлы. В отличие от других видов кулачков, эти не закаливают (отсюда и взялось название).
Сырые кулачки крепят к рейкам, которые идут в комплекте с патроном. Накладные сырые кулачки изготавливают по форме и размерам деталей, чтобы обеспечить необходимую точность центрирования.

Изображение и схема сырого кулачка
Сборные кулачки
Сборные кулачки для токарного станка также называют универсальными и составными. Оснастка состоит из двух частей:
Накладки по конструкции представляют собой реверсивные кулачки (прямые-обратные). Чтобы поменять вид оснастки, достаточно выкрутить по два болта на каждом кулачке, развернуть его нужной стороной и вновь зафиксировать болтами на рейке.
Благодаря универсальности сборные кулачки сокращают время на подготовку к обработке деталей, когда в ходе операций необходимо часто менять обратный кулачок на прямой и назад. Есть один нюанс: использование универсальной оснастки вызывает погрешность, поэтому применять ее стоит только на токарных патронах диаметром 250 и более миллиметров. В этом случае относительной погрешностью можно пренебречь, а трудозатраты на переустановку детали снизятся в разы.

Изображение и схема сборного кулачка
Материалы изготовления и требования
Ко всем кулачкам для патронов токарных станков предъявляются высокие требования по прочности и износостойкости. По этой причине изделия изготавливают из легированных марок стали. Зажимающие поверхности и зубья кулачков подвергают процедурам закалки и цементации, после чего тщательно шлифуют. Накладные кулачки, которые используются для фиксации на токарном станке заготовок больших размеров, производят из стали и цветных металлов и не подвергают закалке.
Размеры кулачков для токарного патрона
Прямые и обратные кулачки токарного патрона имеют сходство в размерах. Так, у них совпадают такие основные параметры, как длина, ширина, высота, шаг гребенок и размеры ступеней.
Изделия унифицированы по конструкции, однако комплект кулачков от одного патрона не совпадает с комплектом от другого, так что его использование потребует некоторой доработки.
Если оставить погрешность в размерах, деталь будет зафиксирована неправильно. При этом один кулачок не будет участвовать в зажиме, а между призмой и поверхностью детали образуется просвет, который отчетливо виден под лучом фонарика.
На усилие зажима и точность базирования детали также влияет изношенность спирали диска и гребенок кулачков и реек. А неточность линейных размеров контактных поверхностей (в том числе реек и накладок) приводит к смещению рабочих плоскостей и появления чрезмерного усилия при зажиме.
ГОСТы, которые регулируют параметры кулачков для токарных патронов
Основные документы, которые описывают размеры и другие параметры кулачков токарных, — ГОСТ 1654-86, ГОСТ 2675-80, ГОСТ 3890-82 и ГОСТ 24351-80. В стандартах прописаны материалы изготовления патронов и кулачков для них, а также разрешенные уровни допусков. Кроме того, в ГОСТ 1654-86 дается информация о маркировке патронов и кулачков.
В частности, на самих патронах указывают:
А на токарных кулачках указывают:
Как поставить кулачок в корпус патрона?
Чтобы заменить один комплект кулачков другим на токарном патроне, следует ввести в паз корпуса вначале кулачок с цифрой 1 на корпусе (или одной точкой, намеченной керном). Когда после вращения большой шестерни первый выступ кулачка войдет в спиральную канавку, можно будет вводить в следующий паз кулачок с цифрой 2, а затем в последний паз кулачок с цифрой 3.
Если сборка была выполнена правильно, все кулачки, доведенные вращением большой шестерни до центра, должны плотно касаться друг друга в токарном патроне. О неправильной сборке свидетельствует следующая ситуация: патрона касаются только два кулачка, а третий находится на расстоянии от остальных. В этом случае нужно вывести все кулачки и ввести их снова по схеме, описанной ранее.
Пример работы с сырыми кулачками на токарном станке Haas
Сырые кулачки дают при работе одно существенное преимущество перед закаленными аналогами: они позволяют выставить заготовку точно в оси шпинделя и создают упор по оси с высокой повторяемостью. Эта оснастка незаменима для фиксации сложных деталей. Расскажем, как правильно подготавливать сырые кулачки для зажима заготовок по наружному диаметру.
Этап 1. Выбор кулачка
На первом этапе необходимо определиться с материалом кулачков. Они бывают алюминиевыми и стальными. Алюминиевые применяют для зажима легких и пустотелых заготовок с небольшим усилием зажима. Стальные — когда требуется создать большее усилие зажима и увеличенный срок службы.
Вторым моментом становится правильный выбор размера кулачка. В этом вопросе помогут рекомендации производителя и таблицы размеров. Советуем зажимать заготовку как минимум на треть длины. Если заготовка длинная, для ее фиксации потребуются удлиненные кулачки.
Этап 2. Установка кулачка
Никогда не устанавливайте сменные кулачки таким образом, чтобы Т-образные сухари выходили из своих пазов. Для этого требуется выдвинуть кулачки так, чтобы Т-образный сухарь оказался на уровне края мастер-кулачка. После этого затяните крепежные болты динамометрическим ключом до значения крутящего момента из документации: чтобы кулачки выдерживали необходимое усилие, а резьба осталась цела.
Этап 3. Обработка сырых кулачков
Для качественной обработки сырые кулачки должны в процессе плотно зажимать какой-нибудь предмет. Лучшие условия создает специальное регулируемое кольцо. Оно имеет 3 штифта, которые помещают в отверстия крепежных винтов токарных кулачков. Эти штифты способны скользить в своих пазах для регулировки позиции, что позволяет незначительно поменять положение зажима.
Зажимать деталь нужно за наружный диаметр, при этом следует таким образом настроить направление зажима в процессе растачивания, который будет соблюдаться при обработке будущей детали.
Давление в гидрозажиме и максимальные обороты назначайте, не превышая значений в спецификации производителя токарного патрона. Кольца допускается использовать при максимальном давлении 7 бар и максимальной скорости 900 об./мин. Возможны случаи, когда заготовку приходится зажимать с давлением, которое заметно превышает рекомендуемое. Однако это всегда риск, способный привести к деформации детали.
Этап 4. Обработка детали
На современных токарных станках предусмотрена специальная система визуального программирования VPS. Она позволяет выбрать шаблон для обработки внутреннего диаметра. Задавая параметры, учитывайте, что диаметр зажима на кулачках должен совпадать с диаметром зажимаемой детали, иначе деталь будет зажиматься либо только краями кулачков, либо только центром. После того, как давление на зажим токарного патрона и позиция настроечного кольца подобраны, можно начинать резать.
После растачивания кулачка, сделайте небольшую канавку на дне расточенного диаметра. Так вы сможете зажимать до упора заготовку с острой кромкой или очень маленькой фаской. Если же этого не сделать, заготовка будет устанавливаться на упор кулачков неправильно.
После того, как расточили кулачки, зажмите заготовку в токарном патроне, оставив место для дальнейшей работы. Обязательно задайте такое же давление в том же направлении, как при будущей обработке детали. Для зажима заготовки задайте давление, равное 17 бар, после чего приступайте к обработке.
Вопросы и ответы
Нужны трехкулачковые самоцентрирующиеся патроны с креплением на конус Ф250 и Ф315. Продукцию каких производителей порекомендуете?
Неплохие патроны выпускает завод в Гродно (Беларусь). Кулачки патрона сидят плотно, однако при разборке видны заусенцы. Лучшее качество имеют польские токарные патроны «Бизон» и «Поребра», но их цена заметно выше. Если не хотите дорабатывать оснастку, рекомендуем остановиться на продукции польских производителей. Если же готовы поработать напильником, подойдут и белорусские кулачки.
Для станков 16к20 и мк60 с патронами диаметром 250 мм нужны прямые и обратные кулачки. Какие номера подойдут?
Согласно типоразмерам кулачков для токарных патронов, подойдут кулачки с маркировкой C7100-0035.015/02. Если токарные патроны такого же диаметра были выпущены до 1987 года, понадобятся кулачки с маркировкой C7100-0035.015/03. Для понимания приводим таблицу.

Типоразмеры кулачков для токарных патронов
Где купить кулачки для токарных патронов?
Купить кулачки для токарных патронов разных диаметров вы можете в интернет-магазине «РИНКОМ». В продаже есть обратные и прямые разновидности разных производителей. Доставка продукции производится во все города России. Есть бесплатный самовывоз со склада в Брянске.