Пайка полипропиленовых труб: время и температура паяльника
Температура пайки полипропиленовых труб составляет 260 градусов. Но важна не только температура, но и время стыковки фитингов в процессе пайки труб своими руками. Нарушение технологии пайки полипропилена сводит на нет все качественные характеристики полипропиленовых труб.
Для сохранения прочности и долговечности коммуникаций крайне важно обеспечить нормативные условия пайки.
Какие трубы из полипропилена бывают.
Температура пайки полипропиленовых труб согласно рекомендациям производителей, зависит от типа изделий, используемых в монтаже коммуникаций. В общеотраслевых стандартах приводится описание четырех марок полипропиленовых труб:
Значения эксплуатационных стандартов учитывают при подготовке к работе утюга для пайки полипропиленовых труб. Температуру разогрева изделий используют с учетом того, что при указанных параметрах трубы могут выдерживать только кратковременные перегрузки.
Как выбрать качественную полипропиленовую трубу
Для того, чтобы выбрать качественные полипропиленовые трубы стоит знать и учитывать следующие моменты:
При изготовлении полипропиленовых труб некоторые изготовители замещают часть полипропилена тальком или мелом. От этого понижается качество и продолжительность службы труб и фитингов. Для определения количества мела следует перемножить плотность и объём вещества:
а) Первым шагом умножаем плотность полипропилена (0,9 — 0,91) на объём исходной трубы.
б) Затем перемножаем плотность мела (2,6 — 2,7) на тот же объём трубы.
в) Чем большей будет разница между двумя полученными результатами, тем больше мела содержится в составе трубы.
Помимо вышеперечисленных нюансов существуют моменты связанные с производителем, либо с содержанием дополнительных веществ:
Технология пайки полипропиленовых труб
Паять полипропиленовые трубы довольно просто:
Сам процесс происходит следующим образом: две детали надеваются на кончик утюга и выдерживаются определенное время до размягчения пластика. Если пайка полипропиленовых труб своими руками проходит при недостаточном нагреве, соединение получится некачественным, в результате чего повысится риск утечки носителя и снижения давления в системе.
Что примечательно, излишний нагрев мест стыковки влечет за собой изменение структуры материалов после застывания и изменение геометрических параметров внутреннего сечения трубок. По этой причине важно обеспечить штатную температуру разогрева утюга, паяльника или другого оборудования на весь период выполнения монтажных работ.
Во время проведения работ с полипропиленовыми изделиями могут возникнуть следующие проблемы:
Как и зачем выдерживать нужный температурный режим при сварке полипропиленовых труб
Несмотря на огромное желание сэкономить, для пайки полипропиленовых труб при строительстве водопровода необходимо использовать специальное оборудование. В практике частного или промышленного монтажа используются сварочные аппараты для пайки полипропиленовых труб, автоматика которых настроена на выдерживание необходимых температур в зависимости от диаметра и назначения изделий. Активная часть оборудования чаще называется утюгом. Форма паяльников повторяет контуры трубок, обеспечивая минимальную погрешность нормативных условий от влияния внешних факторов.
На практике часто используют усредненные значения температуры для расплавления материала в месте стыковки. Оптимальной считается значение 260 градусов для нагрева места спайки. Рабочий диапазон может быть расширен до параметров 255-280 С. В случае, если оператором используется превышение нагрева с целью сокращения времени воздействия, это может повлечь неравномерный разогрев полимера. Следствием нарушения технологического процесса может стать недостаточная толщина сварочного шва.
Таблица пайки полипропиленовых труб в зависимости от диаметра трубок
| D изделий, мм | Диапазон рабочих t | Период пайки, с | Необходимое время разогрева от начального 6с | Период охлаждения, мин |
| 20 | 259-280 | 4 | 0 | 2 |
| 25 | +1 | 3 | ||
| 32 | +2 | 4 | ||
| 40 | 5 | +6 | 4 | |
| 50 | +12 | 5 | ||
| 63 | 6 | +18 | 6 | |
| 75 | +24 | 6,5 |
Время пайки при монтаже полипропиленовых труб
При выполнении технологического соединения трубопровода нужно учитывать время пайки полипропиленовых труб согласно рекомендациям производителя и некоторые особенности:
Как подбирается температура пайки на практике
Проведение пайки полипропиленовых труб методом горячей стыковки происходит в условиях высоких температур. Нормативный диапазон нагрева устанавливается на уровне от 255 до 265 градусов. При настройке сварочного оборудования необходимо учитывать дополнительные параметры работы, в числе которых температура окружающей среды. Последний фактор учитывается в работе путем увеличения продолжительности воздействия на места стыковки на 2 или 3 секунды. Это позволяет снизить негативный эффект воздействия окружающей среды при остывании сварочного шва.
Инструменты для пайки полипропиленовых труб
Учитывая всю важность соблюдения нормативных условий при прокладке пластикового водопровода, использование сподручных средств для пайки не допустимо. Специализированное оборудование обеспечивает достаточную скорость стыковки, сваривания на нормированном уровне качества.
Первая группа оборудования для пайки полипропиленовых труб по инструкции представлена агрегатами на ручном управлении. Такие устройства оснащаются специальным диском, активная поверхность которого имеет тефлоновое покрытие. Благодаря этому обрабатываемый материал не пригорает и не растекается во время разогрева. Обычно такие аппараты применяются для работы с диаметрами изделий 20 и 25 мм. В зависимости от площади сечения подбирается соответствующая насадка, которая будет разогреваться до нужной температуры. Достижение штатных параметров прибора сигнализируется зеленым индикатором.
При планировании большого объема работ и в промышленных масштабах используют более эффективное оборудование. Автоматические аппараты имеют специальные приспособления, за счет которых задается необходимый диаметр обхвата. Нужное значение температуры достигается быстрее, чем на ручных аппаратах для пайки полипропиленовых труб. За счет этого прокладка трубопроводов при помощи такого оборудования происходит в разы быстрее.
В промышленных условиях для соединения труб большого диаметра применяются специальные стыковочные сварочные аппараты. Модификация оборудования обеспечивает быструю подготовку (форматирование) труб к установке и такой же быстрый монтаж при любых объемах задач.
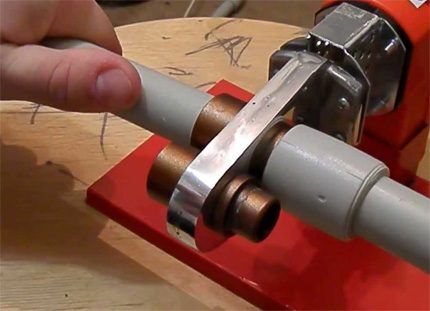
 Ножницы для резки труб
Ножницы для резки труб
В арсенале монтажника необходим иметь и такие приспособления, как резаки для труб. Полипропиленовые трубы известны не только своей практичностью, но и высокой скоростью прокладывания на месте эксплуатации. Специальные ножницы для резки труб обеспечивают быструю подготовку торцевой части к стыковке с фитингами.
Как подбираются насадки для пайки полипропиленовых труб
При выборе размера и формы активной части сварочных аппаратов обращают внимание на эксплуатационные характеристики насадок. Они должны быть прочными, обладать высокой теплопроводностью, сохранять форму при сильном нагреве. Насадки позволяют достаточно быстро работать с пластиковыми трубами, не меняя самого аппарата и не отвлекаясь на посторонние манипуляции при монтаже сложных многопрофильных водопроводов.
Насадка представляет собой металлическое изделие. Диаметр фурнитуры задается форматом трубы, для пайки которой она предназначена. Технология сваривания полипропиленовых труб подразумевает диффузионное соединение внутренней поверхности и внешнего покрытия, задающего механические свойства труб ППР.
Способы пайки полипропиленовых труб
Самым надежным методом соединения полипропиленовых труб является технология диффузного монтажа. Этот способ хорошо подходит для однородных элементов, которые стыкуются для образования единого водовода. В практике организации снабжающих систем используется и полифузный метод, при котором сварочным аппаратом воздействуют только на один стыкуемый элемент.
Существуют технологии, которые не требуют обязательного применения паяльника для пайки полипропиленовых труб. Это метод так называемой холодной сварки. Технология применима для водопроводов низкого давления. Стыковка элементов системы осуществляется на специальный клей, который после высыхания образует надежное соединение полипропиленовых труб.
Пайка отопления полипропиленовыми трубами: основные правила
Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:
Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.
Видео по теме пайки полипропиленовых труб
Вывод
При наличии качественных материалов и специального оборудования процесс прокладки водопровода представляется не таким сложным. При точном соблюдении технологии монтажа допускается монтаж коммуникация своими руками. Для получения практических навыков можно пригласить мастера или посмотреть видео в интернете.
Пайка полипропиленовых труб: правила проведения работ и разбор возможных ошибок

Возможность собирать трубопроводы самостоятельно – несомненный плюс полипропиленовых изделий. Используя удобный и легкий материал, можно собственноручно соорудить канализацию, починить и модернизировать водопровод.
Главное – понять специфику соединения сборных элементов между собой. Согласитесь, это немаловажная часть работы, отвечающая за герметичность магистрали и ее беспроблемную эксплуатацию.
Мы предлагаем вам подробно изложенную информацию о том, как производится пайка полипропиленовых труб, какое оборудование используется в работе, а также перечисляем наиболее распространенные ошибки начинающих сварщиков.
Предложенные нами сведения помогут соорудить безотказно действующие коммуникации. Для наглядного восприятия статья дополнена графическими приложениями и видео-руководством.
Специфика пайки труб из полипропилена
Процесс пайки осуществляется благодаря выраженным термопластичным свойствам материала. Полипропилен размягчается при нагреве – приобретает состояние, подобное пластилину.
Общее описание технологии
Возвращение материала в условия нормального температурного фона способствует отвердению его структуры до нормального состояния. Эти свойства стали основной технологии пайки, которая на техническом языке называется – полифузная сварка.
На практике применяются две методики стыковки свариваемых деталей:
Муфтовый метод. Техника сварки показывает, как можно паять полипропиленовые трубы, используя для этого фасонную деталь – муфту или трубу большего внешнего диаметра. Обычно таким способом выполняется пайка пластиковых труб, диаметр которых не превышает 63 мм.
Принцип сварки двух деталей в данном случае построен на расплавлении части трубы по внешней окружности и части муфты по внутренней области. Затем обе детали плотно стыкуются.
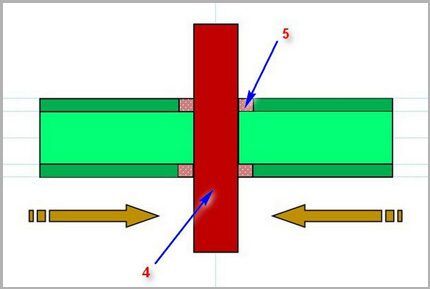
Прямой способ. Метод основан на том же принципе расплавления небольших участков пластиковых труб с последующей их стыковкой. Но в этом варианте стыковыми элементами выступают две трубы одинаковых диаметров, и стыкуется они торцевыми поверхностями.
Этот, на первый взгляд, несложный метод пайки полипропилена требует высокой точности обработки участков стыка и точной установки двух деталей по осям в процессе их спайки.
Наряду с обозначенными «горячими» технологиями практикуется также методика «холодной» спайки. Здесь в качестве активного паяльного компонента используется специальный растворитель, способный размягчать структуру полипропилена. Однако высоким уровнем популярности подобная методика не отличается.
Паяльные машины для сварки труб
Как муфтовая, так и прямая методика требует паять пластиковые трубы специальными сварочными аппаратами. Конструктивно паяльная техника представляет собой нечто подобное электрическому утюгу.
Основа приборов – массивный металлический нагревательный элемент, на поверхность которого устанавливаются съёмные насадки – металлические болванки разных диаметров. Такой паяльник называют утюгом для сварки.

Под выполнение стыковой сварки конструкции паяльных аппаратов отличаются повышенной сложностью. Обычно в составе такой техники имеется не только нагревательный элемент, но также система центровки свариваемых деталей.
Как правило, аппаратура прямой сварки, как и сама технология, редко применяются в бытовой сфере. Приоритет использования – промышленность.

Кроме паяльников, мастеру также потребуются:
Так как работы производятся на высокотемпературном оборудовании, обязательно следует надевать плотные рабочие перчатки.
Процедура сварки полипропилена
Важное предостережение! Работы по сварке полимерных материалов должны проводиться в условиях хорошей вентиляции помещения. При нагреве и плавке полимеров выделяются токсичные вещества, которые в определённой концентрации оказывают серьёзное влияние на здоровье человека.

Первым делом необходимо подготовиться к работе:
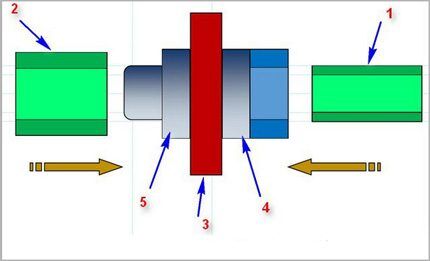
Сопрягаемые детали (труба – муфта) одновременно насадить на болванки паяльной станции. При этом полипропиленовая труба насаживается во внутреннюю область одной болванки, а муфта (или раструб фасонной детали) на внешнюю поверхность другой болванки.
Обычно концы трубы вставляют по границе размеченной ранее линии, а муфта насаживается до упора. Выдерживая полипропиленовые детали на разогретых болванках, следует помнить о важном нюансе технологии – времени выдержки.
При условии недостаточной выдержки по времени есть риск получить низкую степень диффузии материала, что скажется на качестве спая. Если ли же передержать детали, то высок риск деформации структуры изделия. Это чревато ухудшением качества спайки.
Рекомендуется пользоваться таблицей, где указывается оптимальное значение времени для труб с разными техническими параметрами.
Таблица времени пайки полипропиленовых труб
| Условный диаметр трубы, мм | Время нагрева для оптимальной диффузии, сек | Время на спайку деталей, сек | Время на охлаждение деталей, мин |
| 20 | 5-8 | 8 | 2 |
| 25 | 7-11 | 10 | 3 |
| 32 | 8-12 | 12 | 4 |
| 40 | 12-18 | 20 | 5 |
После выдержки деталей на болванках в течение оптимального периода времени, их снимают и быстро стыкуют нагретыми частями. Процедуру стыковки необходимо выполнить чётко, быстро (по времени в таблице), при соблюдении соосности спаиваемых деталей.
Допускается производить незначительную корректировку по осям (в течение 1-2 сек), но проворачивать детали, одну относительно другой, недопустимо.

Обозначенное время пайки любых полипропиленовых труб может корректироваться в зависимости от условий производства работ и показателей материала.
К примеру, если монтаж выполняется при минусовых температурах окружающей среды, естественным образом указанные нормы увеличиваются до 50% от номинала. Для каждых отдельно взятых нестандартных условий время нагрева подбирают методом пробной спайки.
Соединение труб пайкой с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.
Такое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой расположен в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.

Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.

Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров.
Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично.
Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.

Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Именно в этой точке зачастую происходят протечки.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Дополнительная информация по сварке полипропиленовых труб представлена в этой статье.
Выводы и полезное видео по теме
У профессионалов всегда есть, чему поучиться. Как работать с полипропиленом, можно увидеть в следующем видеоролике:
Монтировать трубопроводы из полимеров посредством их пайки «на горячую» – удобная и популярная методика. Она успешно применяется в условиях монтажа коммуникаций, в том числе на бытовом уровне.
Воспользоваться этим методом сварки могут люди без наработанного опыта. Главное, правильно понять технологию и обеспечить в точности её исполнение. А технологическое оборудование можно купить или взять в аренду.
Имеете опыт пайки полипропиленовых труб? Пожалуйста, поделитесь информацией с нашими читателями. Оставлять комментарии и задавать вопросы по теме можно в форме, расположенной ниже.
Соединение полипропиленовых труб: виды фитингов
Полипропиленовые трубы широко применяются для устройства инженерных систем частного дома. В большинстве случаев используют изделия с маркировкой PPR (рандомсполимер), этот материал оптимален как для горячего, так и для холодного водоснабжения. Ключевыми элементами инженерной сети частного дома являются не только магистрали, но и их соединения, которые выполняются при помощи фитингов. В этой статье мы рассмотрим особенности стыковки полипропиленовых труб и разнообразные вспомогательные элементы, которые помогают организовать систему отопления или водоснабжения.

Вопрос выбора труб для частного дома мы разобрали в отдельной статье.
Как соединяют полипропиленовые трубы
В большинстве случаев трубы поставляются в виде прямых штанг по 4 м. Для организации теплового или водного контура необходимо нарезать магистрали на отрезки и соединять их фитингами. Используют два основных способа соединения: сварку (неразборное) и прикручивание элементов с резьбой (разборное).
Сварка полипропилена
Эти работы требуют от мастера большого опыта и соблюдения нормативных требований. Зачастую полипропилен называют простым в работе материалом, но это утверждение является заблуждением.

Некоторые аппараты для пайки полипропилена оснащены терморегулятором, который позволяет выставлять нужную температуру. В большинстве случаев проще работать с прибором, который не имеет такой функции, а сразу нагревается до нормативных значений.
На одну муфту устанавливают полипропиленовый фитинг, а на другую – трубу. После выдержки определенного временного промежутка элементы снимают и соединяют. Для сваривания требуется выдержать определенное время. Ниже приведем таблицу с рекомендованным временем для изделий разного диаметра. Следует обратить внимание, что время выдержки полипропиленовых изделий на сварочном аппарате будет зависеть от температуры на объекте. Нормативные значения обычно указываются для нормальных условий (20 – 24 градуса).
| Диаметр изделия, мм | Вермя сваривания, с | Время нагревания, с | Время охлаждения, с | Температура пайки,°С |
| 20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
| 32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 260 | 259-280 |
| 50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | 259-280 |
| 75 | 6 | 30 | 390 | 259-280 |
Частые ошибки при сварке полипропиленовых труб
Раструбы фитинга для пайки являются одноразовые. После нагрева они сразу должны быть использованы в системе. Если по какой-то причине фитинг был срезан, то повторная установка не предполагается. Без нагрева труба не должна вставляться в фитинг.
Разъёмные соединения

Некоторые производители выпускают фитинги с гайкой или со специальным стальным участком для ключа, это позволяют использовать инструмент для затягивания соединения. Большинство разъемных фитингов имеют гладкий раструб для сварки с другой стороны.
Для уплотнения разъемных стыков в полипропиленовых трубах не рекомендуется использовать лен, лучше применять фум ленту или уплотнительную нить.
Виды фитингов
Муфты
Наиболее распространенная разновидность фитингов, служит для удлинения магистрали и для соединения труб разного диаметра.
Муфта соединительная имеет вид бочонка соединение выполняется методом сварки. Служит для стыковки труб одного диаметра, выпускается в размерах 20, 25, 32, 40, 50 или 63 мм.


Муфты переходные нужны для соединения труб разного диаметра. Соединение бывает разъемным и неразъемным. Первое закручивается при помощи ключа, второе – сваривается. Диаметры двух отверстий обычно указывают через косую черту (20/25 мм), также важно учитывать внутреннюю или наружную установку. Внутр/внутр означается, что оба конца фитинга монтируются внутрь трубы.
Муфты переходные внутр/внутр – выпускаются диаметрами 20/25 мм, 20/32 мм, 25/32 мм.

Муфты переходные внутр/наруж – с одной стороны труба вставляется в фитинг, с другой – фитинг внутрь трубы. Доступные размеры у таких изделий 25/20 мм, 32/20 мм, 32/25 мм, 40/20 мм, 40/25 мм, 40/32 мм, 50/40 мм, 63/20 мм, 63/25 мм, 63/40 мм и 63/50 мм.

Муфты с накидной гайкой служат для подключения к магистрали стальных труб или других разъемных фитингов. Обычно их используют для подключения магистрали к котельной. Фиксация осуществляется с помощью ключа. Диаметр трубы обычно указывают в миллиметрах, а у резьбы – в дюймах: 20 мм х1/2, 20 мм х3/4 и 25 мм х3/4.

Муфты комбинированные с внутренней резьбой служат для подключения соответствующих фитингов. Затяжка осуществляется не ключом и руками, что обеспечивает менее надежную герметизацию соединения. Эти изделия выпускаются в диаметрах 20 мм х1/2, 20 мм х3/4, 25 мм х1/2, 25 мм х3/4, 32 мм х1, 25 мм х3/4.


Муфты комбинированные с внутренней резьбой под ключ выполняют такую же функцию, как предыдущий фитинг, но затяжку можно осуществлять инструментом, что делает соединение более прочным и надежным. Выпускается в диаметрах 40, 50 и 63 мм.

Муфта комбинированная с наружной резьбой. Выпускается в вариантах: 20 мм х1/2, 20 мм х3/4, 25 мм х1/2, 25 мм х3/4, 32 мм х1, 25 мм х3/4. Также предполагает инструментальное соединение.

Разъемные муфты (американки) – это стандартный элемент для систем водоснабжения, используется не только с полипропиленом. Для труб PPR выпускаются варианты с внутренней или наружной резьбой в диаметрах 20 мм, 25 мм, 32 мм, 40 мм, 50 мм и 63 мм.

Американка с внутренней резьбой

Американка с наружной резьбой
Уголки
Второй по важности элемент любой системы из полипропилена. Трубы из этого материала нельзя нагревать и гнуть. Все повороты осуществляются исключительно при припаивании к отрезкам уголков и обводов.


Уголок (отвод) служит для изменения направления магистрали на 90 или 45 градусов. Комбинация нескольких элементов позволяет добиться практически любого изгиба системы. Отводы применяют для труб одинакового диаметра 20 мм, 25 мм, 32 мм, 40 мм, 50 мм и 63 мм.
Обводы – иногда магистрали пересекаются и трубы накладываются друг на друга, в этих местах на верхнюю трубу ставят этот элемент диаметром 20, 25 или 32 мм.

Тройники и крестовины
Позволяют разделять магистраль на несколько потоков.
Крестовины обеспечивают переход с вертикального на горизонтальное направление. Соединение производится методом пайки. Доступные диаметры: 20, 25 или 32 мм.

Тройник используется для разветвления магистрали по одному дополнительному направлению. Выпускаются изделия диаметром 20, 25, 32, 40, 50 и 63 мм. Соединение производится при помощи пайки.


Тройник переходной обеспечивает подключение труб меньшего диаметра: с 25 мм на 20 мм, с 32 мм на 20/25 мм, с 40 мм на 20/25/32 мм, с 50 мм на 20/25/32/40 мм, с 63 мм на 20/25/32/40/50 мм.


Внутренняя резьба и с участком под ключ и для ручного затягивания

Тройник с наружной резьбой
Тройники с резьбой служат для подключения соответствующих фитингов. Бывают варианты с наружным или внутренним соединением. Трубы 20 и 25 мм могут иметь диаметр резьбы ½ или ¾, 32 мм – 1 или ¾, 40 мм – 1 или 1/4
Водорозетки (угольники)
Угловой элемент, который служит для подключения различного сантехнического оборудования или любых резьбовых фитингов.
Двойные угольники используются для подключения смесителя, имеют подводы для горячей и холодной воды. Подходят под диаметр труб 20, 25 мм. Оснащены специальной планкой для закрепления на стене. Трубы присоединяются методом пайки. Двойные угольники выпускаются под внутреннюю и наружную резьбу.




Водорозетка без ушек


Водорозетка с ушками
Угольник с внутренней резьбой – элемент для подключения фитинга под углом 90 градусов. Выпускается в вариантах с трубы 20 мм на резьбу ½ или ¾, с 25 мм на ½ или ¾, с 32 мм на 1 или ¾. Вариант угольника с ушками подходит для крепления к стене, к трубе 20 мм можно подключить фитинг с резьбой ½, к трубе 25 мм – ½ или ¾.
Угольник с наружной резьбой принципиально не отличается от варианта с внутренней. Изделие с ушками тоже можно вешать на стену.


Угольник с накидной гайкой используется для подключения других труб, фитингов или различного оборудования под углом 90 градусов. Обеспечивает переход с трубы 20 мм на резьбу 1/2, с 25 мм – на 3/4.

Фильтры грубой очистки
Элемент имеет небольшое ответвление с сеточкой, которая задерживает механические примеси в жидкости. Обычно его устанавливают перед оборудованием (например, на обратном трубопроводе к котлу, по которому идет отработанный теплоноситель). Фильтр («грязевик») желательно располагать в горизонтальном положении, так его эффективность будет выше.



Фильтр грубой очистки для полипропиленовых труб присоединяется методом пайки. Выпускается разновидность внутрь/внутрь под диаметры 20, 25 и 32 мм и внутрь/наруж под диаметры 20, 25, 32 и 40 мм.
Краны (запорная арматура)
Краны в системах отопления и водоснабжения используются для перекрытия или регулирования потока жидкости. Основных разновидности две: шаровые краны и вентили.
Шаровой кран – запорная арматура для перекрытия движения жидкости в инженерной системе. Его устанавливают перед различным сантехническим оборудованием. Полипропиленовый кран встраивается в систему методом пайки. Следует обратить внимание, что срок службы полипропиленового крана будет меньше, чем у медного или стального. Если систему требуется часто перекрывать, то лучше отдать предпочтение последним. Полипропиленовый шаровой кран выпускается в диаметрах 20, 25, 32, 40, 50 и 63 мм.

Радиаторный кран используется для подключения к системе радиаторов, один раструб – под сварное соединение, другой – под резьбовое. Радиаторы нельзя полностью приваривать к системе, так как им может потребоваться обслуживание или замена. Такой кран фактически относится к шаровым и не предназначен для регулирования температуры в батарее. По форме радиаторная запорная арматура может быть прямой или угловой: 20 мм х ½, 25 мм х ¾.


Шаровые краны не предназначены для регулирования системы, так как изменение потока при повороте ручки у них происходит нелинейно.
Фактически присутствует только два положения: открытое и закрытое.
Вентиль служит для регулирования проходящего потока жидкости в системе. Например, вентилем можно отрегулировать температуру в радиаторной сети. Его основная особенность в том, что поворот рукоятки напрямую связан с потоком жидкости в системе. Полипропиленовый вентиль встраивается методом пайки и выпускается в диаметрах 20, 25, 32 и 40 мм.

Дополнительные вспомогательные элементы
В эту группу можно отнести фитинги, которые не являются обязательными и напрямую не влияют на работоспособность инженерной системы. Сюда относятся различные заглушки, компенсаторы и крепежные элементы.
Опора служит для фиксации трубы на вертикальных поверхность, например, при настенном монтаже. Диаметр элемента может составлять 20, 25, 32 или 40 мм.

Двойные опоры служат для закрепления двух параллельных магистралей диаметрами 20, 25 и 32 мм.

Заглушки устанавливаются для консервации недоделанных систем. Также их используют для опрессовки труб, когда без подключения оборудования проверяют герметичность сети. Заглушки могут быть резьбовыми для диаметров 20, 25 и 32 мм и сварными под трубы 20, 25, 32, 40, 50 и 63 мм.

Заглушка для систем с резьбовым соединением


Заглушки для закрытия системы методом пайки
Компенсатор – элемент, которые встраивается в систему для компенсации линейных расширений труб.

Соотношения дюймов и диаметров труб
При монтаже инженерных сетей полезно знать, как соотносится единицы измерения диаметров в дюймах и миллиметрах.