Отмывка печатных плат в технологии поверхностного монтажа
Отмывка печатных плат, как правило, является заключительным этапом процесса поверхностного монтажа. И хотя на первый взгляд промывка печатных плат кажется простым процессом (со стороны словосочетание “мойка печатных узлов” звучит элементарно) на самом деле все оказывается не так однозначно – начиная с отмывочных жидкостей и заканчивая различными видами моечного оборудования (от загружаемых вручную «посудомоечных» машин периодического действия для мелкосерийного производства до ультразвуковых ванн и автоматических систем отмывки, которые находятся в конце сборочных линий крупносерийного производства).
Классифицируя отмывочные жидкости можно выделить три основные:
Пример действия моющих растворов на основе поверхностно-активных веществ приведен на рисунке 1.
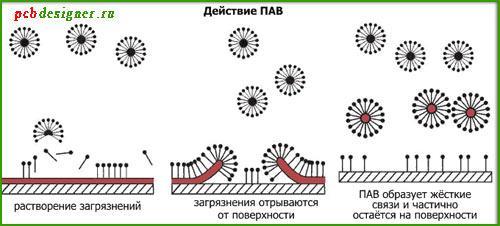 Рисунок 1 – Пример действия моющих растворов на основе ПАВ
Рисунок 1 – Пример действия моющих растворов на основе ПАВ
Как видно из рисунка – основным недостатком моющих растворов на основе поверхностно-активных веществ, по сравнению с промывочными жидкостями использующими MPC-технологию, является то, что ПАВ и растворители теряют ингредиенты и оставляют осадок. В то время как у MPC-растворов загрязнения выпадают в осадок и промывочную жидкость можно восстановить фильтрацией. Описанные выше особенности моющих жидкостей хорошо видны на рисунке 2.
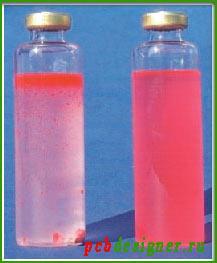 Рисунок 2 – Сравнение моющих жидкостей на основе ПАВ или растворителей с жидкостями на основе MPC-технологии
Рисунок 2 – Сравнение моющих жидкостей на основе ПАВ или растворителей с жидкостями на основе MPC-технологии
Поэтому, в соответствии с экологическими нормами был совершен переход с некогда популярных органических растворителей на водные и полуводные моющие средства на основе воды и водно-спиртовой смеси (MPC-технология отмывки печатных плат). Кроме того, важным фактором является утилизация отходов. В соответствии с требованиями законов об утилизации отходов замкнутые системы являются более предпочтительными, чем однократное использование моющих средств. Если монтаж печатных плат включает в себя несколько этапов пайки, то после отмывки на предыдущем этапе не должно оставаться никаких следов материалов, которые могут нарушить качество пайки на последующих этапах. Использование бессвинцовой технологии не оказало существенного влияния на процесс отмывки печатных плат. В свое время считалось, что остатки флюса для бессвинцовых припоев будет труднее отмыть из-за более высокой температуры пайки. Впоследствии было установлено, что термическое разложение этих остатков не столь сильное, поэтому для них можно применять традиционные процессы отмывки.
Инновационные технологии для электронной промышленности
Главное меню
Новости компании
КОНТАКТЫ
Технология очистки печатных плат
Разберем основные типы отмывочных жидкостей для очистки печатных плат до и после монтажа, а также технологию очистки
Под технологией мы будем понимать последовательность операций, осуществляемых для достижения требуемой чистоты поверхности, а также параметры процесса, такие как температура, время, наличие дополнительных механических воздействий – ультразвук, распыление, перемешивание и пр.
Технология отмывки печатных плат
Качество и надежность любого изделия является его важнейшей характеристикой. Не исключение и электроника, причем как бытового, так и ответственного назначения, в которой цена ошибки может быть очень высокой. На надежность электронных изделий влияет очень много факторов и не последним в этом ряду является чистота поверхности [1, 2].
Чистота печатной платы важна в первую очередь для того, чтобы на поверхности платы не осталось химических веществ, способных диссоциировать на ионы, и, следовательно, проводить электрический ток. Так же чистота важна для того, чтобы поверхность плохо смачивалась водой и для того, чтобы адгезия влагозащитного покрытия к поверхности изделия была максимальной. Иногда есть необходимость в очистке печатных плат перед монтажом.
Это особенно актуально в тех случаях, когда на заводе-изготовителе на печатную плату нанесено консервационное покрытие, а также когда надо смыть остатки смазок, мелких частичек диэлектрика, оставшихся после механических операций и обезжирить контактные площадки для лучшего растекания припоя.
Типы отмывочных жидкостей
Отмывочные жидкости на основе MPC технологии не лишены тех же недостатков, но имеют ряд неоспоримых преимуществ – более долгий срок жизни в ванне и высокая отмывочная способность.
Основные технологии отмывки и их особенности
После того, как мы разобрались со всеми типами жидкостей, применяемых для отмывки печатных плат и сборок, рассмотрим типичные технологические процессы отмывки.
Ультразвуковая ванна
Начнем с отмывки в ультразвуковой ванне. Такой процесс реализуется в ряде последовательно расположенных ванн между которыми корзина с отмываемыми модулями перемещается либо вручную оператором, либо с помощью тельфера. В первой ванне находится отмывочная жидкость (при использовании концентрата, водный раствор отмывочной жидкости), нагретая до рабочей температуры. Как правило, температура отмывочной жидкости находится в интервале 40-55ºС. Необходимо помнить, что процесс омыления флюса – это химическая реакция, а скорость любой химической реакции при увеличении температуры на 10ºС возрастает в 2-4 раза. Также температура оказывает влияние на растворимость загрязнений в отмывочной жидкости – при увеличении температуры растворимость возрастает. Т.е. чем выше температура, тем быстрее и полнее очищаются модули. Но поднимать температуру выше 60ºС не рекомендуется, так как дальше уже могут идти процессы растворения не до конца полимеризованной смолы из печатной платы, маски и нарушение герметичности некоторых микросхем. Время отмывки в ультразвуке как правило составляет от 2 до 15 минут в зависимости от типа и количества загрязнений. Следует помнить, что ультразвук может повреждать некоторые компоненты (подробно эта проблема рассмотрена в ряде статей [3, 4]) и чувствительные компоненты необходимо либо доставлять после основной отмывки либо модули, содержащие такие компоненты должны отмываться другими методами (вручную, в струйном оборудовании, очистка в парах растворителя и т.д.). Как правило, после ультразвуковой отмывки идет стадия ополаскивания в отмывочной жидкости. Иногда эта стадия осуществляется в той же ванне после выключения ультразвука, иногда для этого есть отдельная ванна. Ополаскивание осуществляется при той же температуре, что и отмывка и при перемешивании. Перемешивание раствора достигается либо пузырьками воздуха (барботаж) либо нагнетаемыми струями жидкости ( jet ). Эта операция нужна для того, чтобы частички загрязений, оторванные от поверхности ультразвуком были смыты движущейся жидкостью, а также чтобы снять диффузионные ограничения растворения флюсовых остатков. Время ополаскивания отмывочной жидкостью, как правило, составляет 2-10 минут. Следующая операция – это ополаскивание в чистом растворителе. В зависимости от технологии этим растворителем может быть вода, спирт, чистая отмывочная жидкость (при использовании жидкостей с нейтральным pH ). Очень хорошо, если на этой стадии используется теплая вода (или растворитель), так как при нагреве уменьшается поверхностное натяжение жидкости и она легче вымывает оставшиеся загрязнения и отмывочную жидкость из под низкосидящих компонентов. Заключительным этапом такой технологии является финишное ополаскивание. В водной и полуводной технологии оно осуществляется в деионизованной воде с сопротивлением не менее 1 МОм. После этого следует сушка для удаления воды или растворителя. Хотим обратить особое внимание на операцию сушки, так как необходимо удалить жидкость не только с поверхности, но и из под низкосидящих компонентов, отверстий и даже капилляров и пор, всегда присутствующих в стеклотекстолите.
Отмывка струями в жидкости
Еще одна распространенная технология очистки печатных плат – отмывка струями жидкости (спрей-технология). Она применима только для водных растворов отмывочных жидкостей. В этом случае нагретый до 40-50ºС раствор распыляется через форсунки на отмываемую плату. Для того, чтобы не было теневых зон, в которые не может попасть отмывочная жидкость форсунки могут вращаться или же могут перемещаться корзины с платами. Расход отмывочной жидкости в этой технологии очень небольшой и, как правило, весь цикл отмывки осуществляется в одной камере автоматически, т.е. работа оператора заключается только в загрузке и выгрузки модулей из установки. Время струйной отмывки, как правило, больше, чем время ультразвуковой, так как ее эффективность несколько меньше и составляет 5-15 минут. После этого из камеры насосом откачивается отмывочная жидкость и подается вода для ополаскивания. Время ополаскивания 5-15 минут. Очень хорошо, если вода будет подогрета. Во многих автоматических установках струйной отмывки присутствует еще и финишное ополаскивание деионизованной водой время 2-5 минут и затем сушка.
Отмывка в парах растворителя
Последняя технология, на которой хотелось бы остановиться в данной статье – это очистка в парах растворителя. Для такой очистки нужно специальное достаточно сложное оборудование и специальные жидкости. Их особенностью является то, что это либо индивидуальные растворители, либо азеотропные смеси (нераздельно кипящие). Сущность технологии заключается в том, что отмывочная жидкость находится под камерой очистки в открытом нагреваемом баке. При нагреве до температуры кипения жидкости (в большинстве случаев процесс ведется под вакуумом и температура киения растворителя не высока, в некоторых случаях не требуется и нагрев) она начинает интенсивно испарятся и в камере очистки мы имеем насыщенный пар растворителя. Пары конденсируются на поверхности модулей и растворяют загрязнения, а затем стекают обратно в бак с растворителем. Так как в парогазовую фазу переходит только чистый растворитель, то процесс все время происходит в чистом растворителе, а все загрязнения остаются в баке с растворителем. Преимущества данной технологии: всегда чистый растворитель. Отсутствие контакта персонала с парами растворителя, высокая проникающая способность молекул пара под низкосидящие элементы и как следствие высокая чистота. Недостатки – сложное дорогостоящее оборудование и специальные растворители.
Выбор отмывочной жидкости
На данный момент существует достаточно большое количество различных отмывочных жидкостей, но чтобы правильно выбрать подходящую именно вам надо понимать возможности имеющегося у вас или покупаемого оборудования и необходимую чистоту поверхности.
3. А. Смирнов. Испытания на устойчивость электронных компонентов к воздействию ультразвука в процессе отмывки ПУ // Поверхностный монтаж. 2007, №3 С. 26-27
4. Новиков С. Какие компоненты можно мыть с ультразвуком // Поверхностный монтаж, 2009, № 2, с. 14-18, 2009, № 3, с
Способы отмывки печатных плат: достоинства и недостатки методов
Способы отмывки печатных плат: достоинства и недостатки методов
Для обеспечения наилучшей работоспособности и уменьшения отказов печатных узлов, а также для качественного последующего нанесения влагозащитных покрытий необходимо производить очистку поверхностей печатных узлов от всех типов загрязнений (рис.1).
Рис. 1
Под отмывкой печатных плат после пайки подразумевают удаление остатков флюса с поверхности печатных узлов и электронных компонентов. Тип флюса в составе пасты определяет ее активность, необходимость отмывки и способы отмывки. Каждая группа флюсов включает несколько уровней активности, с границами, определяемыми соответствующими тестами. Выделяют три категории флюсов по методу удаления их остатков:
1. Канифольные флюсы (рис.2). Изготавливаются на основе очищенной натуральной смолы, добываемой из древесины сосны (55-65%). Внутри группы по степени активности флюсы делятся на:
а) неактивированные (Rosin, R);
б) среднеактивированные (Rosin mildly activated, RMA);
в) активированные слабокоррозионные (Rosin activated, RA).
Канифольные флюсы группы R имеют самую низкую активность среди вышеперечисленных. Содержат канифоль и растворитель. Данные флюсы подходят только для чистых и легко поддающихся пайке поверхностей. Остаток флюса группы R твердый, некоррозионный, нетокопроводный и может не удаляться с большинства изделий. Остаток может быть удален при помощи соответствующего растворителя.

Рис.2. Канифольный флюс AIM RMA 202-25
Наибольшее распространение получили флюсы средней активности (RMA), состоящие из канифоли, растворителя и небольшого количества активатора. Большинство флюсов RMA имеют достаточно низкую активность и наилучшим образом подходят для легко паяемых поверхностей. Обладают достаточной очищающей способностью, обеспечивают хорошее смачивание и растекаемость припоя. Такие флюсы явились предшественниками материалов, не требующих отмывки. Тем не менее, они могут быть коррозионными, поэтому рекомендуется проводить отмывку изделий после пайки (растворителями либо водными мыльными растворами). Остаток флюсов RMA прозрачный и мягкий. Если остаток флюса RMA необходимо смыть, то отмывка производится соответствующим растворителем.
RA-флюсы используются достаточно редко вследствие своей высокой активности, преимущественно для пайки подвергшихся сильному окислению поверхностей. Состоят из канифоли, растворителя и агрессивных активаторов. Остатки флюса RA считаются коррозионными и должны быть очищены незамедлительно после оплавления органическими растворителями на основе спирта.

Рис.3. Водосмываемый флюс Hydro X20
2. Водосмываемые флюсы (Water soluble), изготовленные на основе органических кислот (иначе называемые organic acid, OA), гелеобразующей добавки и растворителя (рис.3). Флюс WS производится с широким диапазоном уровней активности – от нейтральной до чрезвычайно высокой активности, что позволяет использовать данный флюс для пайки даже самых трудно паяемых поверхностей, таких как нержавеющая сталь. Ввиду того, что флюс WS может иметь различную активность, необходимо учитывать данные спецификации флюса касательно коррозии и токопроводности. Обеспечивают хорошие результаты пайки благодаря своей высокой активности, однако требуют обязательной отмывки горячей деионизированной водой (55–65°С).
3. Безотмывные флюсы, не требующие отмывки (No-clean, NC), изготавливаемые на основе натуральных и синтетических смол. Имеют в составе меньше смол, чем RMA-флюсы (35-45%), Как правило, флюсы NC имеют низкую или среднюю активность и предназначены для легко паяемых поверхностей. Процент твердых остатков No-clean флюсов сведен к минимуму и составляет менее 2 %. Отмывка при использовании таких флюсов не является обязательной. Предполагается, что остаток можно не смывать в большинстве случаев. Если отмывка все же необходима, то проводится с применением тех же материалов, что и для RMA-флюсов. Некоторые, но не все, флюсы NC отмываются сложнее, чем флюсы RMA (рис.4).

Рис. 4. Безотмывный флюс Multocore MFR 301
Иной раз на упаковке или в инструкции к флюсам можно встретить заявления, что флюс производства какой-либо компании очень высококачественный и вовсе не требует промывки после пайки, так как не обладает коррозионной активностью и не электропроводен. Но как правило это полный вымысел, доказательством того служат многочисленные сообщения, что после использования того или иного вида флюса после пайки появляются такие огромные утечки, что электроника просто отказывается работать. Иногда производители флюса или паяльной пасты честно пишут, что их продукт должен быть смыт с печатной платы не позднее нескольких часов после нанесения. Если этого не сделать, то впоследствии, даже нормально промытая печатная плата может получить такие неустранимые токи утечки, которые крайне негативно скажутся на работе электронного устройства. Понятно, что после нанесения любого флюса, необходимо как можно быстрее выполнить пайку и качественную промывку, дабы не экспериментировать с качеством выпускаемой продукции.
В большинстве случаев хочется сделать быструю промывку печатной платы после ручного монтажа, не прибегая к помощи струйных промывочных машин или ультразвуковых ванн. Как правило, вполне можно обойтись подручными средствами, не снижая качество промывки печатной платы.
Для промывки плат после монтажа с паяльной пастой на основе вазелинового масла можно применять бензин «Галоша» (НЕФРАС С2-80/120). Бензин фактически растворяет вазелиновое масло. Разумеется, следует учитывать, что при такой промывке, если количество используемого бензина невелико, получается заметная жирная пленка на поверхности платы, которая будет обладать некоторой электропроводностью, с уровнем утечки, выше допустимого для многих устройств, что может привести даже к выходу их из строя. Во избежание указанных проблем следует делать промывку два или три раза, каждый раз заменяя бензин. При первой промывке печатной платы, следует дать ей полежать в бензине от 10-ти до 50-ти минут для лучшего растворения флюса в труднодоступных местах, периодически необходимо покачивать ванночку, чтобы бензин омывал печатную плату. Для компонентов SMD время увеличивается до 50 минут в зависимости от того, насколько сложно будет проникать бензин под напаянные детали. Для печатных плат, содержащих только выводные детали, достаточно 10 минут для первой промывки. Две оставшиеся промывки могут быть от 1-й до 10-ти минут (опять же в зависимости от типа установленных деталей) с интенсивным обмыванием платы с помощью покачивания ванночки.
Для промывки печатных плат после монтажа с флюсом из чистой канифоли следует применять изопропиловый спирт (изопропанол) 98%. Технология промывки полностью аналогична описанной выше технологии, применяемой для промывки плат после монтажа с паяльной пастой на основе вазелинового масла.
Получить заметно лучший результат промывки печатных плат можно, используя универсальную спирто-бензиновою смесь (СБС), которую также следует применять после пайки комбинированными пастами, содержащими одновременно жир и канифоль. Спирто-бензиновая смесь (СБС) готовится в пропорции 50% спирта и 50% бензина. Это основной, универсальный раствор для промывки печатных плат после любых флюсов. Однако не следует такой способ промывки и раствор считать оптимальным выбором вообще, они хороши лишь своей простотой, но на этом их достоинства можно считать исчерпанными.
При проведении обезжиривания в ваннах окунанием необходимо учитывать, что растворяющая способность подобного вида растворов заметно снижается при содержании в обезжиривающем составе более 0,7 % масел.
Недостатком ручного способа промывки также является горючесть, поэтому необходимо строго соблюдать технику обращения с легковоспламеняемыми веществами.
После завершения промывки печатных плат необходимо выполнить их ополаскивание в дистиллированной воде. Возможно использование воды, фильтрованной через промышленную или бытовую систему обратного осмоса. Если ни один из этих вариантов недоступен, можно использовать воду, пропущенную через обычный бытовой фильтр для питьевой воды, но в этом случае возможно образование белых пятен на платах после их высыхания, так как вода будет не полностью стекать с печатных плат при сушке.
Конечно, описанными методами полностью отмыть с контактных площадок вазелиновый или канифольный флюс под такими SMD-компонентами, как корпуса BGA, QFN и подобные, практически невозможно. Во всяком случае, это будет весьма затруднительно и при таких методах промывки нельзя гарантировать нормальный результат. Для этих целей следует использовать ультразвуковую ванну и соответствующие растворы.
Один из наиболее распространенных методов отмывки — с помощью ультразвука;кроме того, отмывка в ультразвуке обеспечивает более быстрое растворение методами агитационных воздействий (рис.5, 6). При выборе оптимального поверхностных загрязнений по сравнению с другими процесса ультразвуковой отмывки возникает вопрос: какова должна быть мощность или частота ультразвуковых колебаний?
Результаты испытаний показывают, что частота 35-40 кГц является оптимальной для большинства случаев. Были проведены следующие испытания по удалению различных остатков для определения мощности ультразвука при отмывке печатных узлов:
Испытания проводились при тестовых частотах 25, 35, 45 и 135 кГц и акустических колебаниях 60, 80 и 100%. Влияние на результаты оказывают: энергия, концентрация промывочной жидкости, совместимость материалов и температура.

Рис. 5. Отмывка печатных узлов с помощью ультразвука
При удалении остатков флюса концентрация промывочной жидкости является наиболее важным фактором; второй по значимости — температура. Частота также оказывает существенное воздействие. Низкие частоты в пределах 20-30 кГц способствуют быстрому растворению загрязнений и не вызывают повреждения изделий, а сверхнизкие частоты (меньше 20 кГц) могут приводить к появлению проблем. Тем не менее для большинства процессов отмывки предпочтительной является частота в диапазоне от 35 до 45 кГц. Частоты в этом диапазоне гарантируют наиболее быстрое и эффективное растворение загрязнений, особенно под корпусами компонентов.
Время отмывки обычно составляет от 3 до 15 мин и зависит от типа оборудования, степени полимеризации остатков флюса, типа, мощности и времени агитационного воздействия, а также типа промывочной жидкости.
При промывке в ультразвуке следует придерживаться важных правил:
1. Применять промывочную жидкость следует в рекомендуемой по инструкции концентрации. Уменьшение концентрации относительно рекомендуемых значений приводит к значительному ухудшению результатов отмывки.
2. При подготовке моющего раствора путем разведения концентрата промывочной жидкости следует использовать деионизованную воду. Применение обычной водопроводной воды может снизить эффективность и срок жизни промывочной жидкости.
3. Любые остатки флюсов склонны к «стеклованию» при воздействии высоких температур пайки (свыше 250 °С) и длительного времени между процессами пайки и отмывки (2-3 суток). Для улучшения качества отмывки рекомендуется минимизировать время между процессами пайки и отмывки (предпочтительно производить отмывку в течение 10-50 мин после пайки, максимальное время выдержки не должно превышать 2-3 часов).
4. Постоянно контролировать степень загрязнения моющего раствора. Для успешной отмывки необходимо поддерживать низкий уровень загрязнений в промывочной жидкости. Чрезмерное загрязнение моющего раствора будет способствовать ухудшению результатов отмывки.
5. В результате экспериментов было выявлено, что повышение температуры промывочной жидкости приводит к значительному ускорению отмывки, особенно при использовании низкопрофильных компонентов, тогда как увеличение времени цикла отмывки только косвенно влияет на результаты отмывки.

Рис. 6. Роботизированная система ультразвуковой отмывки РОНДО
Стадия ополаскивания важна наравне со стадией отмывки, полное н качественное удаление остатков растворенных флюсов и промывочной жидкости могут быть обеспечены только при использовании чистых материалов в сочетании с их правильной эксплуаиацией. Ополаскивание в зависимости от типа промывочной жидкости может производиться с применением разных сред, например, воды или спирта. Спиртовые процессы требуют пожаро- и взрывобезопасного исполнения оборудования отмывки, которое практически не производится в настоящее время. Поэтому наибольшее распространение получили водные процессы.
Основное преимущество струйной отмывки перед ультразвуковой то, что применяя струйную отмывку можно отмывать элементы, чувствительные к ультразвуку (такие как танталовые конденсаторы, кварцевые резонаторы).
Печатный узел помещается в пустую камеру, затем на него воздействуют струи моющего раствора, нагнетаемого помпой через форсунки. Для струйной отмывки

Рис. 7. Отмывочная жидкость Ремрад
используются жидкости на водной основе. Отмывочная жидкость должна быть совместима с деталями оборудования и отмываемых изделий, не приводить к их деформации, разрушению, окислению, а также эффективно удалять требуемые загрязнения с поверхности изделий. В качестве удачного примера можно привести жидкость РЕМРАД (рис. 7) на водной основе.
Универсальным средством для очистки всеми способами отмывки является универсальная жидкость для отмывки печатных плат ТМ-Тем Рад, которая с успехом прошла испытания на предприятии ОАО «НИИ ДАР».
Это средство является высококонцентрированным низкопенным щелочным средством на водной основе и специально предназначено для очистки и обезжиривания печатных плат после пайки, эффективно удаляет остатки канифольного флюса, паяльной пасты, трубчатого припоя, а также различные эксплуатационные загрязнения органического характера. Очистка средством ТМ-РемРад может производиться как вручную, так и с использованием ультразвуковых ванн, также автоматизированных систем мойки всех типов.
Так как РемРад является концентратом, то его необходимо смешать с водой в соотношении примерно 1к 10. Желательно, конечно, использовать деионизированную воду, но Ремрад эффективно работает в воде любой жесткости, в диапазоне температур от 25 до 80°С. Биоразлагаем, не требует специальных условий утилизации.
При ручном способе отмывки просто погружаем плату в ванну с раствором, при необходимости используем щетку, и споласкиваем платы деионизованной водой.
При использовании ультразвукового способа отмывки погружаем плату, требующую очистки, ванну с приготовленным раствором и ставим на 5-10 минут отмывки. В случае сильно загрязненных поверхностей рекомендуется дополнительное механическое воздействие.
После очистки средством плату необходимо отмыть в воде и далее высушить феном. Стоит отметить, что средство не оказывает отрицательного воздействия на обрабатываемые поверхности и не разлагается с выделением вредных веществ. Таким образом, ТМ-РемРад является универсальным высокоэффективным отмывочным средством, используя которое вы всегда будете уверенны в чистоте печатной платы.
По отзывам клиентов, жидкость Ремрад обладает хорошими отмывающими свойствами, не требует частой замены раствора, обладает нейтральным запахом, отмывает практически все типы загрязнений, универсальна, выпускается в удобных канистрах различного объема (1л, 5л, 30л, бочки – 200л).