Уроки сварки электродом — что такое «сварка в лодочку»
Одежда для сварки
Для работы со сваркой хорошо подойдет брезентовый костюм или хотя бы брезентовый фартук. Одежду рекомендуется иметь из плотной ткани. Нужно иметь также головной убор, брюки, длинные рукава на верхней одежде, руковицы и надежную обувь.
Подготовительный этап
Уроки сварки электродом
Детали Детали для сварки тщательно обрабатываются и очищается поверхность где будет наноситься шов. Для этого пользуются ацетоном, растворителем, протирая поверхность щеткой из металла, которая зачищается примерно на четверть сантиметра от стыка.
Сварочный аппарат
Перед сваркой аппарат осматривается и подготавливается место, где будет производиться сварка. К разъему аппарата и к сети подключается кабель. Переключатель на нем переводится на режим «ON» или «Вкл». Дуга зажигается один раз для пробы. Регулируется ток, который необходим для произведения сварки. Теперь можно смело начинать работе.
Уроки сварки электродом
Сварка в лодочку
Угловые соединения хорошо проплавятся при минимальной опасности непровара, если элементы будут соединяться под углом 45 о С или меньше — в лодочку. Сварка в лодочку может одноразово сплавить швы с большим сечением. Сварка в лодочку бывает симметричной и несимметричной.
При симметричном варианте подается высокий ток любой полярности. Если сварка выполняется с обратной полярностью, то ее делают на самой короткой дуге. В симметричном варианте наплывы и подрезы менее вероятны, чем при несимметричной.
Несимметричная лодочка делается под углом шестьдесят и тридцать градусов. Сварочная дуга не должна выходить на поверхность за шов. Такой метод оправдан при сварке в труднодоступных местах благодаря маленькой амплитуде электрода при движении.

Сварочные электроды
Сварочные работы, а также дальнейший срок эксплуатации во многом зависит от материала. Поэтому выбор материала для сварки нужно осуществлять особо тщательно, иначе можно приобрести низкокачественный материал.
Электроды во-первых друг от друга отличаются покрытием, которое бывает: рутиловым из титана, благодаря которому будет произведен прочный и качественный шов даже мокрых и окисленных металлов; со фтором, из-за чего шов получается высококачественный и стойко переносит удары, смену температуры и вибрационное движение; ильменитовый, с добавлением титана и железа, отвечающие за упругость шва. Во-вторых, электродный диаметр варьируется от одной и шести десятых до двенадцати миллиметров. Также, длина его составляет от 150 до 450 миллиметров.
Ток для сварки зависит от электродного диаметра, а диаметр подбирается под толщину свариваемой детали. Профессионалы предпочитают электроды для сварки инвертором марок ОЗС, АНО и МП. Работа с ними будет очень удобной. Также можно применять электроды УОНИ, но здесь потребуются определенные навыки и наработанный опыт. В любом случае материалы должны подбираться соответственно свариваемому металлу, обладая одинаковым с ним составом. Тогда конструкции, подвергаемые сварки будут надежно и долговечно служить.

Сварочный аппарат. Эксплуатация и хранение.
Работать с аппаратом нельзя, если кожух снят. Дождливая и сырая погода также является запретом для сварки. Необходимо постоянно проводить технический осмотр аппарата. Грязь и пыль удаляется мягкой щеткой, чтобы не повредить платы.
В выключенном состоянии аппарат должен быть отключен от питания. Рекомендации начинающему сварщику Эти советы помогут начинающим сварщикам понять, как правильно варить сваркой. Силу тока лучше устанавливать на сто десять ампер.
Металл нужно научиться варить электродами, с диаметром от двух с половиной до трех миллиметров. Электроды лучше приобретать синие. После зажигания электрической дуги, электрод необходимо наклонить менее сорока пяти градусов, прислоняя его к металлу. При еще большем наклоне электрода, прожечь металл вряд ли получится. Из-за большого зазора шов становится большим. Дыры образуются из-за слишком высокой силы тока.
Сварка швов в нижнем положении
Для начинающих сварщиков лучше всего учиться варить швы в нижнем положении. В таком случае расплавленный металл сам, под своим весом, стремится заполнить сварочную ванну. При этом свариваемые кромки изделия удерживают расплавленный металл, не давая ему вытекать за пределы.
Кроме того, при сварке в нижнем положении газ стремиться вверх, выталкивая за собой шлак, что очень важно, поскольку в самом начале обучения нужно научиться отделять металл от шлака. Всё это способствует не только лёгкому обучению, но и даёт возможность, на самом начальном этапе пути, получить чистый и качественный сварочный шов.
Исходя из всего вышесказанного, учиться варить ручной дуговой сваркой нужно именно в нижнем положении. Какие нюансы при этом следует соблюдать, и что необходимо учитывать?
Сварка швов в нижнем положении
При выполнении сварки в нижнем положении, швы рекомендуется наплавлять на себя или слева направо. Такой подход даст возможность лучше контролировать сварочное соединение, следить за состоянием дуги, и правильно осуществлять движение электродом во время сварки.

Варить швы в нижнем положении необходимо с небольшой наплавкой валика в обе стороны. При этом кромки металла плавятся и расширяются, а расплавленные металлы заготовок образуют прочное и надежное соединение. После сварки с одной стороны, для усиления шва, заготовку переворачивают, очищают, и сваривают с противоположной стороны.

Необходимо знать, что металл, толщина которого менее 8 мм, можно варить за один проход, то есть, одним слоем. Когда толщина металла более 8 мм, сварка осуществляется минимум в два слоя. При этом высота первого сварочного шва должна быть не менее 3 мм. Первый слой, как правило, выполняют электродами 3 мм, а последующие слои, электродами 4-5 мм.
Как варить угловые швы в нижнем положении
Для наложения угловых швов, изделие рекомендуется выставить «в лодочку». Когда такой возможности нет, то следует особое внимание уделить провариванию корневого шва. Для этого сначала сваривается поверхность нижней кромки, и лишь после этого переходят на сварку вертикальной.
Сварку угловых швов в нижнем положении рекомендуется осуществлять электродами, диаметр которых составляет 3 мм. Если производится накладывание многослойного сварного шва, то первый слой особенно хорошо проваривают, чтобы не допустить появление дефектов. При накладывании последующих слоев, обязательно необходимо очистить соединение от шлака.
Для начинающих сварщиков наверняка будет интересно знать, что толстый металл хорошо варить на прямой полярности. Для этого к металлу подсоединяется плюсовая клемма инвертора. В таком случае металл будет хорошо нагреваться, что приведёт к его большему проплавлению.

Тонкий металл, наоборот, варят на обратной полярности. При этом нужно учесть тот факт, что такая техника ручной дуговой сварки подходит лишь при работе с инверторами, которые выдают постоянный ток. При сварке переменным током, прямая и обратная полярность не работает.
Сварка металлов
Вы здесь
Сообщение об ошибке
Угловой шов
При выполнении угловых швов наклонным электродом (рис. 30, а) жидкий металл под действием гравитационной силы стремится стекать на нижнюю плоскость. Поэтому выполнение этих швов лучше производить «в лодочку» (рис. 30, б) электродами, которые позволяют вести сварку опиранием покрытия на свариваемые кромки изделия.

Рис. 30. Положение и движения электрода при выполнении угловых швов
Сварка «в лодочку»
Сварка «в лодочку» угловых швов для листов толщиной до 14 мм возможна без скоса кромок (двусторонняя сварка) или с частичной разделкой кромок и увеличенным размером притупления. Зазор между свариваемыми элементами не должен превышать 10% толщины листа. Режимы сварки «в лодочку» с опиранием электрода даны в табл. 8.
Таблица 8. Режимы сварки угловых швов «в лодочку» с опиранием электрода
Толщина свариваемых листов, мм
Примечание. Максимальные значения тока должны уточняться по данным паспорта электродов.
Сварка наклонным электродом
Однако не всегда можно установить сварное изделие для сварки «в лодочку»; тогда угловые швы выполняют наклонным электродом. В этом случае возможен непровар корня шва и кромки нижнего листа. Тщательный прогрев кромок свариваемых частей достигается правильным движением электрода, который следует держать под углом 45 к поверхности листов и производить поперечные движения треугольником без задержек или с задержками в корне шва. В процессе сварки электрод следует наклонять то к одной, то к другой плоскости листов.
Угловые швы в нижнем положении с катетами до 10 мм выполняют сваркой в один слой электродами диаметром до 5 мм, иногда без поперечных движений.
Угловые швы без скоса кромок с катетами более 10 мм могут выполняться в один слой, но с поперечными движениями электрода треугольником, причем лучший провар корня шва обеспечивается с задержкой электрода в корне шва.
Швы со скосом кромок
Угловые швы с односторонним или двусторонним скосом кромок применяют при изготовлении особо ответственных изделий.
Скос кромок у стенки тавра делают под углом (50 ± 5)°. При толщине стенки до 4 мм шов со скосом кромки выполняют в один слой; при большей толщине сварка ведется в несколько слоев и проходов. При выполнении многослойных тавровых швов наклонным электродом швы обычно получаются с неравными катетами на полке и стенке. Поэтому при проектировании сварных изделий допускаются угловые швы с неравными катетами. Примерные режимы сварки тавровых соединений со скосом кромок даны в табл. 9.
Таблица 9. Примерные режимы ручной дуговой сварки угловых швов со скосом кромок
Как варить угловые швы
Детали перед сваркой выставляют в разных пространственных позициях. Одним из примеров является угловой шов. От его расположения относительно горизонта зависит порядок ведения процесса, уровень сложности сварки.
Угловое соединение формируется при установке деталей в виде буквы Т, встык или внахлест. Оно встречается в большинстве металлоконструкций.
 Угловой сварочный шов.
Угловой сварочный шов.
Технология сварки угловых швов
При работе с установленными под углом деталями используют классические сварочные аппараты. Можно применять простой трансформатор.
При выборе технологии учитывают, что:
Виды угловых швов (положения сварки)
Соединения классифицируют по множеству признаков. В первую очередь, это способ установки заготовок. В зависимости от требований к прочности готовой конструкции шов делают одно- или двухсторонним.
Во втором случае шов получается надежным, дольше держит форму. При односторонней сварке конструкция может деформироваться.
Нижние
При работе таким способом одна деталь находится в горизонтальном положении, другая – в вертикальном. Шов формируется в прямом углу между поверхностями.
Если толщина заготовки не превышает 12 мм, разделка кромки не требуется, однако нижнюю часть установленного перпендикулярно листа срезают так, чтобы расстояние между краями было менее 2 мм. При работе с толстыми деталями делается V-образная разделка.
 Пример углового шва.
Пример углового шва.
Вертикальные и горизонтальные
При сваривании деталей, расположенных вертикально, расплав стекает вниз. Исключить образование капель помогает уменьшение длины дуги, для этого наконечник электрода приближают к обрабатываемой области.
Если стержень не залипает, его можно упирать в деталь.
Сварка шва имеет такие особенности:
При стекании расплава делают более быстрые движения, периодически отрывают дугу. За эти перерывы металл остывает, капли не образуются. Можно попробовать изменить напряжение. Эти методы используют поэтапно.
Потолочные швы
Это самый сложный способ формирования соединений. Он требует наличия опыта, постоянного контроля обрабатываемой области. В процессе сварки электрод удерживают перпендикулярно потолку.
Длина дуги минимальная, скорость движения неизменная. Стержень ведут круговыми движениями, расширяющими область расплавления.
В лодочку
Угловые стыки нередко приходится проваривать с обеих сторон. Для правильного ведения процесса заготовки устанавливают так, чтобы их плоскости находились под одинаковым наклоном. Такой способ называется сваркой «в лодочку». Это упрощает выбор движений электрода, улучшает качество шва.
Классификация швов
Соединения классифицируют и по способу сопоставления кромки. Они бывают тавровыми, внахлест, встык или точечными.
Соединение внахлест
Этот метод применяется при работе с тонким листовым металлом. Шов проваривают с обеих сторон, чтобы в него не проникала влага, не появлялась ржавчина.
При укладке деталей внахлест правильно выбирают наклон электрода, который должен составлять от 15 до 45 градусов. Это помогает получить прочный надежный шов.
При отклонении в большую или меньшую сторону основная масса расплава смещается. Прочность соединения снижается или сварочный шов вовсе не образуется.
С примыканием краев к одной точке
Такой метод применяется при работе с листовым металлом или торцами труб. Заготовки устанавливают на расстоянии 1-2 мм друг от друга, закрепляют струбцинами.
При сварке зазор заполняется плавящейся проволокой. Тонкие листы сваривают без дополнительной подготовки (очищение от ржавчины считается обязательным всегда).
При работе с толстыми деталями делают двойной или одинарный шов, кромки разделывают такими способами:
Тавровое соединение
Такой способ подразумевает установку в форме буквы Т. Соединение формируется как с одной, так и с обеих сторон.
Разделка кромки выполняется в зависимости от толщины деталей:
Угловой шов считается разновидностью таврового. При его формировании следуют тем же рекомендациям: тонкие листы варят без обработки кромок. При большей толщине снимают часть одной или обеих сторон.
С разделкой кромки или без нее
Для правильной сварки угловых соединений требуется тщательная подготовка краев элементов. Стыки тонких деталей не нуждаются в дополнительных мерах.
 Сварные швы с разделкой кромки.
Сварные швы с разделкой кромки.
При сварке без разделки удаляют следы коррозии, зачищая металл щеткой до блеска. Края изделий средней толщины скашивают под углом 45° на приставной пластине.
Подложка необходима для удержания присадки, повышения прочности шва. При двусторонней разделке конус кромки делают усеченным. Это защищает края от наплывов и прожогов.
Применение угловой сварки
Метод получил широкое распространение в промышленности и быту. Он используется при сборке металлических конструкций разных размеров, изготовлении автомобилей, мебели или резервуаров, строительстве мостов.
Распространенные проблемы
Начинающие сварщики нередко совершают ошибки, способствующие возникновению дефектов. Некоторые существенно ухудшают качество шва, другие влияют только на эстетические характеристики.
Необходимо своевременно обнаружить дефекты, устранить их. Самыми распространенными проблемами считают неравномерное заполнение или перепады ширины шва. По мере накопления опыта работы с угловыми сварными соединениями ошибки случаются реже.
Непровар точки соединения
Дефект возникает при частичном заполнении стыка расплавом. Это требует своевременной коррекции, поскольку снижается прочность сварного шва.
Главными причинами непровара считаются:
Для устранения непровара увеличивают мощность дуги, уменьшают ее длину. При правильном подборе параметров дефект повторно не возникает.
.jpg) Пример непровара точки соединения.
Пример непровара точки соединения.
Неравномерность воздействия
Такая ошибка проявляется образованием пор или наплывов. Первые представляют собой пустоты, расположенные линейно или хаотично, вторые – выступающие участки расплава. Оба явления недопустимы, поскольку они отрицательно влияют на рабочие характеристики готовой конструкции.
Появлению пор способствуют:
Наплывы возникают при работе с присадочным материалом из-за неправильного выбора режима и параметров сварки. Эти элементы не соединяются с основной деталью. Их рекомендуется удалять механическим способом.
Подрез участка
Дефект представляет собой углубление, пролегающее вдоль шва. Возникает при увеличенной длине дуги. Сварочная ванна расширяется, температуры не хватает для прогрева краев заготовок. Металл сразу затвердевает, формируя подрезы.
Для устранения дефекта уменьшают длину дуги или увеличивают силу тока.
При угловой сварке подрез может образоваться и из-за неправильного удержания электрода. Расплав стекает вниз, из-за чего появляется канавка. В этом случае уменьшают мощность дуги, укорачивают ее.
Прожог шва
Дефект представляет собой сквозное отверстие.
Его появлению способствуют:
Трещины холодного и горячего происхождения
Второй тип дефектов появляется на этапе остывания металла. Они направляются поперек или вдоль шва. Холодные трещины возникают на уже затвердевшем шве тогда, когда конструкция испытывает чрезмерные нагрузки.
Такие дефекты приводят к постепенному разрушению соединения. Для устранения недостатков требуется повторное формирование шва. При наличии большого количества трещин края деталей срезают.
Неправильные расчеты
При выборе некорректных параметров работы аппарата возникают разные типы дефектов. Шов утрачивает прочность, деформируется.
Главными причинами проблем считаются:
Выбор электрода (таблица)
Диаметр стержня подбирают с учетом толщины свариваемых заготовок. Также на выбор влияет положение заготовок, катет шва, вид соединения, способ разделки кромок.
Таблица поможет установить правильный электрод.
| Толщина заготовок, мм | 1-2 | 3-5 | 4-10 | 12-24 | 30-60 |
| Диаметр стержня | 2-3 | 3-4 | 4-5 | 5-6 | 6-8 |
Значения являются примерными, поскольку они зависят от множества факторов. Например, при работе с потолочными швами не стоит применять элементы диаметром более 4 мм. Не пользуются такими стержнями и при многопроходной сварке. Это способствует неравномерному провару кромок.
Наиболее оптимальная технология
Лучшим для сварки угловых соединений считается метод «в лодочку». Такая технология позволяет дуге доставать до корня. При этом нужно правильно закреплять заготовки. Угол между свариваемыми краями должен быть прямым.
Сварку начинают снизу, постепенно сдвигая сварочную ванну вверх. Перед тем как варить, нужно изучить схему движения стержня. При толщине деталей менее 1,4 см скашивать кромки необязательно. Края более толстых заготовок срезают.
Установить детали для сварки «в лодочку» правильно удается не всегда. При использовании иной технологии обращают внимание на катет шва. При его длине до 8 мм делают однослойное соединение.
При большей величине шов должен быть многопроходным. На первом этапе проваривают корень, используя тонкий электрод. После этого выполняют следующие проходы.
О специфике процесса в общем
Перед началом сварки нужно подготовить стыки. Они должны сформировать прямой угол. Одна деталь ставится горизонтально, другая – вертикально.
Кромки тавровых конструкций требуют обязательной разделки. Однако этот этап пропускают при работе с нахлесточными швами. Соединение формируют в углах, образующихся при наложении металлических листов друг на друга.
Классический угловой шов представляет собой два элемента конструкции, соединенных между собой. В этом случае требуется срезание торца одного из них.
Подготовка свариваемых сторон
Перед началом работы выполняют такие действия:
Инструкция по свариванию
Сварку тавровых соединений ведут так:
Зачистка сварных швов
После завершения работы на поверхностях остаются частицы металла, шлака и окалины. Шов слегка выступает над поверхностью, что ухудшает эстетические качества конструкции. Такие недостатки устраняют путем зачистки. Процедуру выполняют поэтапно. В первую очередь, молотком и зубилом снимают шлак или окалину.
На следующем этапе при необходимости выравнивают обработанную область. При этом используют болгарку со шлифовальной насадкой по металлу.
Зернистость абразива выбирают с учетом требуемой гладкости поверхности. При сварке мягких металлов сварной шов лудят: покрывают оловянным припоем.
.png) Зачистка сварных швов борфрезами.
Зачистка сварных швов борфрезами.
Важные особенности
При использовании некоторых методов угловой сварки нужно учитывать нюансы, способные осложнить работу.
Работа с потолочным швом
Сварка таких соединений протекает нормально только при быстром застывании металла после расплавления. Подобное требование предъявляется к формированию вертикальных швов.
Для ускорения процесса остывания металла используют электроды, покрытые тугоплавким составом. Круговые перемещения сочетают с прямыми движениями. Потолочный метод стоит использовать только при невозможности сварки в иных позициях.
Даже при незначительном удалении стержня от обрабатываемой области дуга гаснет, поскольку для ее поддержания не хватает энергии. Из-за этого металл остывает, сварочная ванна сужается, что способствует короткому замыканию.
Усложнять работу может нижний прогрев обрабатываемой зоны. Частицы расплавленного металла попадают вглубь шва, снижая его прочность.
Направление ведения электрода в газовой среде
При использовании защитного вещества важную роль играет способ перемещения стержня. Существуют левый и правый варианты.
Разница между направлениями заключается в следующих особенностях:
Места с ограниченным доступом
При монтаже трубопроводов сварщик сталкивается с работой в труднодоступных местах. Для решения проблемы были разработаны специальные меры.
Это относится к полипропиленовым изделиям, часто применяемым в быту. При установке новых пластиковых элементов возникают ситуации, при которых условия укладки отличаются от нормальных.
В этом случае используются специальные инструменты:
Сварка на просвет
Такой метод подразумевает отсутствие непосредственного контакта. Сварку в этом случае начинают с тщательной подготовки места совмещения деталей.
Метод может применяться только для работы с толстостенными трубами среднего диаметра. Подразумевается разделка фаски под углом 65-70°. Для фиксации деталей применяют центратор, препятствующий смещению заготовок.
Величина зазора в просвете должна составлять 2,5 мм. С учетом этого параметра выбирают диаметр стержня. Для сварки используют электродуговой аппарат, например, инвертор.
Ручная дуговая сварка угловых швов
Ручная дуговая сварка угловых швов применяется для угловых, тавровых и нахлесточных соединений. Сваривают угловые шва наклонным электродом и «лодочкой».
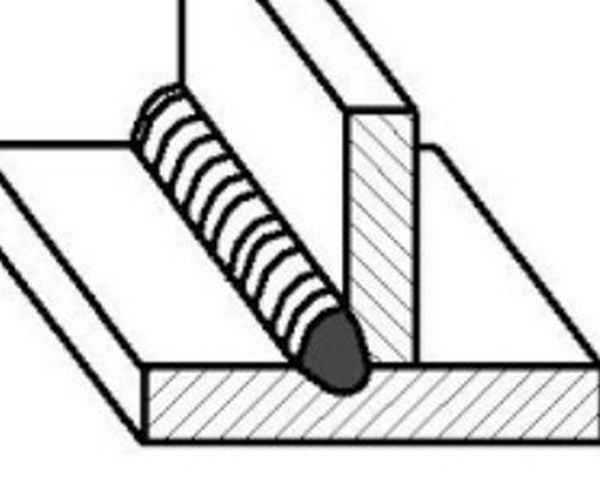
Сварка угловых швов «лодочкой»
Для сварки «лодочкой» детали размещают так чтобы получился желобок из деталей (рис. 1).

Это гарантирует нормальный провар корня шва и естественное его формирование. Сварка угловых швов лодочкой деталей толщиной до 14 мм выполняется без скоса кромок (сварка с обеих сторон) или со скосом кромок и увеличением размера притупления. Зазор между кромками не должен превышать 10% толщины шва. Допускается опирать электрод на кромки изделия чтобы избежать непровара и подрезов.
| Толщина деталей, мм | Катет шва, мм | Диаметр электрода, мм | Сила тока, А |
| 4-6 | 5 | 5 | 250-300 |
| 6-8 | 6 | 6 | 300-350 |
| 10-14 | 8 | 8 | 480-560 |
Сварка угловых швов наклонным электродом
При сварке наклонным электродом существует большая вероятность непровара корня шва. Для избежания непровара сварочную дугу зажигают на нижней полке, отступив от катета шва на 2-3 мм. Далее дугу перемещают в сторону корня шва, задерживают немного и перемещают на верхнюю полочку. В верхней точке этот процесс повторяют в обратном направлении.
Хорошее прогревание кромок достигается правильным положением электрода, который нужно держать под углом 45° до поверхности деталей. Нужно выполнять колебательные движения треугольником без задержки или с задержкой в корне шва.
Ручная сварка угловых швов с катетом до 10 мм выполняется в один слой диаметром электрода до 5 мм. Иногда без колебательных движений. Угловые швы с катетом больше 10 мм выполняются аналогично, но с колебательными движениями электрода.
Ответственные швы сваривают с односторонним или двусторонним скосом кромок. Разделка кромок делается под углом 50±5°. С толщиной стенок до 4 мм следует делать один проход, больше 4 мм — несколько слоев и проходов. Для лучшего качества корень проваривают беглым швом электродом 3-4 мм без манипуляций.
Сварку любым из способов лучше вести углом назад. У многослойных угловых швов выполненных наклонным электродом возможны неровности катета шва. Это допускается при проектировании сварочных конструкций.